
Трещина в блоке цилиндров. Самостоятельный ремонт.
В этой статье мы рассмотрим:
- Ремонт трещины блока цилиндров
- Ремонт трещины Холодной сваркой
- Устранение микротрещины в блоке цилиндров или другом металлическом корпусе
Трещина на блоке цилиндров двигателя может возникнуть вследствие механических повреждений или по причине замерзания охлаждающей жидкости. Выполнять замену целого блока — идеальное, но дорогое удовольствие.
Если трещина касается клапанных гнезд или зеркала цилиндров — изделие неминуемо бракуется. Любые другие случаи, позволяют провести ремонт при помощи сварки, эпоксидного или анаэробного клея.
 Ремонт трещины в блоке двигателя горелкой или электросваркой.
Ремонт трещины в блоке двигателя горелкой или электросваркой.
Перед началом работы, следует определить какие повреждения получил корпус. От формы трещины, её длины и ширины будет зависеть технология ремонта.
Ремонт трещины блока цилиндров при помощи ацетиленовой горелкой — трудоемкий и сложный процесс, который должен выполнять профессионал. Причиной тому является локальный нагрев в зоне шва, который может привести к деформации после остывания.
Перед сварочными работами блок следует прогреть свыше 600 0С, а затем медленно охлаждать в термопечи. Это необходимо для уменьшения напряжений после нагрева трещины. Деформаций не появится, но такая процедура требует специального оборудования (печь, хорошее сварочное оборудование, опытный сварщик).
Если ремонт трещины двигателя будет проводиться без предварительного нагревания корпуса, то следует выбрать метод электродуговой сварки в среде аргона. В процессе сварки не допускать перегрев выше 60 0С.
Возможны проблемы связанные с материалом, из которого изготовлен корпус двигателя. Квалификация мастера и высококлассное оборудование не гарантирует, что герметичность будет восстановлена. Очень часто после процесса сварки, приходится усиливать проваренные швы еще полимерными составами.
Возможно сделать качественный ремонт блока двигателя без дорогого оборудования и в гаражных условиях?
Рассмотрим два альтернативных варианта как заделать трещины в двигателе без применения дорогих приспособлений. Такую работу может сделать один человек без особых навыков и с доступным инструментом. Эту технологию давно успешно применяют в мастерских для ремонта корпусов двигателей, компрессоров и насосов.

Компаунд для склейки «Холодная Сварка» Permatex® Cold Weld
Первый вариант, когда есть трещина с шириной более 0,1 мм.
- Нужно точно определить края трещины и засверлить их сверлом 4-5 мм. Потом мы сможем сделать заглушки, препятствующие дальнейшему росту трещины.
- При помощи угловой шлифмашины трещина разделывается по всей длине. Должен получиться канал с углом 90 градусов. Рекомендуемая глубина углубления ¾ толщины стенки.
- Разделанный шов очищается от стружки и тщательно обезжиривается. Требуется обезжирить также всю поверхность вокруг трещины на расстоянии 5-10 сантиметров. Можно использовать спирт, ацетон или другой растворитель не на нефтяной основе. Компания Перматекс рекомендует применить профессиональный очиститель Permatex® Non-Chlorinated Brake & Part

Анаэробный резьбовой фиксатор высокой прочности Permatex® High Strength Threadlocker RED
- Подготовить несколько кусков армирующей стеклоткани, перекрывающие на 5 см в обе стороны место ремонта.
- В просверленных по краях отверстиях нужно нарезать резьбу. Подбираем болт такой длины чтобы он не выступал во внутрь. Наносим на него высокопрочный фиксатор резьбы, например Permatex High Strength Threadlocker Red или Permatex® Red Permanent Strength Threadlocker. Наносим клей на всю резьбу болта и вкручиваем его в отверстие. Не стоит прилагать больших усилий затяжки. Клей сам заполнит все зазоры создаст полную герметичность и усилит фиксацию.
- Для заделки трещины мы берём Холодная сварка Permatex® Cold Weld. Данный состав имеет достаточную текучесть, чтобы заполнить все неровности, но не будет протекать сквозь сквозное отверстие.
Холодная сварка Permatex® Cold Weld имеет отличную адгезию к черным металлам и алюминию. Выдерживает постоянный нагрев до 150 градусов Целься (кратковременно до +177 0С), что вполне достаточно для двигателя.
Холодная сварка для трещин Permatex® Cold Weld очень быстро схватывается. Уже через 5 минут можно наносить следующий слой. (Рекомендуем наносить слои до 2 мм за раз.)
- Когда трещина полностью закрыта, приступаем к дополнительному укреплению участка. Для этого на предварительно очищенную рядом поверхность, наносим тонкий слой Холодной сварки Permatex® Cold Weld. Сразу прижимаем на участок готовый кусок стеклоткани и прикатываем роликом.
-
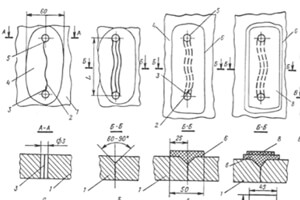
схема ремонта трещины. 1)засверлить концы трещины и очистить участок; 2) сделать углубление 90 градусов; 3) нанести клей и положить стеклоткань; 4) сделать несколько слоёв
Через несколько минут, когда состав немного отвердеет наносим сверху следующий слой Холодной сварки. Заплата должна немного перекрывать предыдущую. Рекомендуем сделать несколько (3-5) слоёв.
- Оставляем на сутки до полной полимеризации. После участок можно зашкурить для придания эстетического вида. Для ускорения полимеризации узел нужно прогреть до 60-80 градусов Цельсия несколько часов. В холодное время года данная процедура обязательна.
Второй вариант, когда есть тонкая трещина с шириной менее 0,1 мм.
Когда трещина еле видна или нет возможности разделать трещину шлифовальной машинкой, можно попробовать создать герметизацию проникающим анаэробным герметиком.
Данную технологию используют на литейных заводах для устранения микропористости металла. Там анаэробные составы используют литрами, у нас достаточно одного тюбика клея.
- Определить края трещины, как и в первом способе — обязательное условие.
-

Очиститель тормозных узлов и других поверхностей — 82220
Очистить область ремонта от грязи. Очень тщательно обезжирить саму трещину, т. к. анаэробные составы требовательны к чистоте поверхности. Можно даже немного влить в трещину обезжириватель. С профессиональными очистителями данный процесс намного легче, потому что они часто идут в аэрозольных баллонах. Очищающий состав под давлением легко проникает в трещину и выбивает всю возможную там смазку. Мы рекомендуем использовать Permatex® Non-Chlorinated Brake & Parts Cleaner или Permatex® Pro-Strength Brake & Parts Cleaner.
- По возможности края трещины засверлить и зафиксировать на болт с фиксатором Перматекс, как в первом варианте. Это желательно, но не всегда возможно в труднодоступных местах.
-

Анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN
Сразу после очистки трещины необходимо залить в неё анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN. Не страшно если он будет выступать наружу. Пока анаэробный состав контактирует с воздухом он остаётся в жидком состоянии. И только в самом зазоре он превратится в прочный пластик. Выступившие излишки клея можно будет потом вытереть тканью.
- Когда клей застынет, примерно через сутки, можно сделать поверх шва латку как в первом варианте. (п.п.7-10). Как отвердел клей в зазоре мы не увидим, потому что твёрдый состав будет только в зазоре, а на поверхности анаэробный герметик контактирует с воздухом и будет постоянно жидким.
Внимание!Данную работу можно проводить только с небольшими по толщине трещинами. В больших трещинах клей не заполнит полностью пространство и туда будет попадать воздух, что не даст полной герметичности шва. Второй раз заливать анаэробный клей бессмысленно, т. к. анаэробный состав на воздухе не твердеет.
Второй способ имеет много ограничений и для многих он в новинку. Но данная технология существует много лет и может быть единственным выходом без замены всего корпуса двигателя.
Итак, подытожим: Способ ремонта трещин двигателя с помощью клеевых композиций класса Permatex удовлетворяет требованиям:
- технология доступна и недорога, то есть не требует дорогостоящего оборудования, инструмента и материалов;
- выполняться персоналом средней квалификации;
- обеспечивать высокую надежность двигателя после ремонта.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}